
{kind=link}
Doctor Blade Installation
Christine Duggan2025-11-11T11:30:47-05:00Back to the basics with this doctor blade installation and best practice infographic, created by Flexo Concepts. This infographic is a simple 3-step guide to proper [...]
Back to the basics with this doctor blade installation and best practice infographic, created by Flexo Concepts. This infographic is a simple 3-step guide to proper [...]
In an enclosed doctor blade chamber system, the job of the end seals is to keep the coating or ink from leaking out of the ends of the [...]
Testing a new doctor blade in your printing operation should be a collaboration with your suppler that boosts performance while avoiding costly guesswork. Instead of randomly [...]
Carbon fiber chamber system by Celmacch The job of a doctor blade chamber is to help deliver a precise, consistent ink film thickness to the [...]
Doctor blade chamber leaks are costly in terms of downtime and waste. While failed end seals are responsible for a large number of chamber leaks, ill-fitting doctor blades [...]
Steel doctor blades are often the cause of anilox roll scoring and severe personal injuries. Switching to nonmetallic blades can not only ensure print quality and minimize [...]
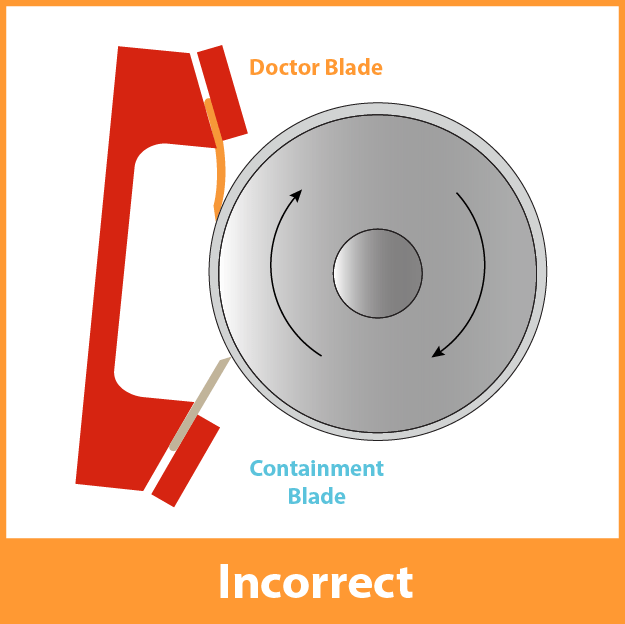
Proper alignment of your doctor blades(s) to the anilox roll (or any roll being wiped or cleaned) is critical to the performance of any ink or [...]
The anilox roll and doctor blades are designed to work together to deliver a precise amount of ink to the plate. It is important to take [...]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}