UV Ink Spitting is a Dirty Habit
As competition for shelf space heats up, brand owners [...]
As competition for shelf space heats up, brand owners [...]
While steel doctor blades used to be the only [...]
Flexo Concepts’ exclusive TruPoint DuraPoint™ blade is a next-generation UHMW [...]
Steel doctor blades are often the cause of anilox roll [...]
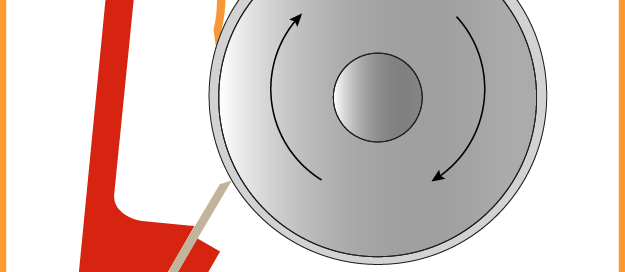
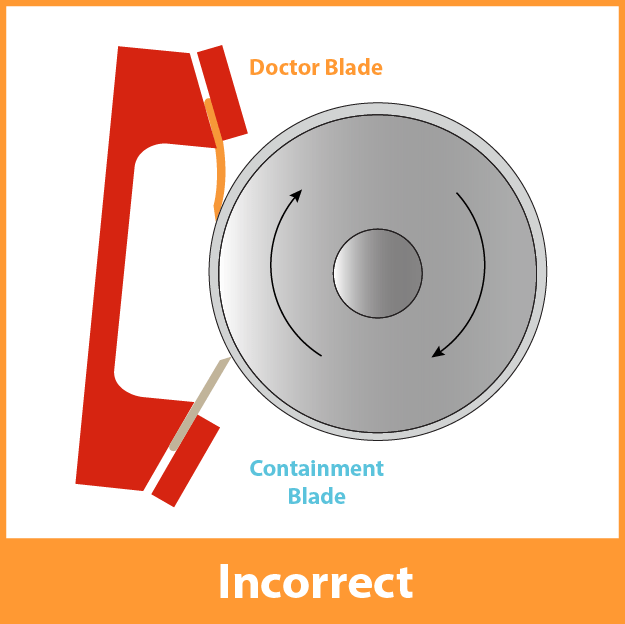
Proper alignment of your doctor blades(s) to the anilox [...]
The anilox roll and doctor blades are designed to [...]

{kind=link}
{kind=link}