The Evolution of Corrugated Doctor Blades
Since the 1960s, corrugated printing requirements have evolved from [...]
Since the 1960s, corrugated printing requirements have evolved from [...]
According to Smithers Pira in its “Future of Global Flexible [...]
Anyone who uses doctor blades for printing knows the [...]
Today, successful sellers act as trusted advisers to their buyers [...]
In today’s competitive marketplace, manufacturers are looking for ways to [...]
We’ve learned a lot from the automakers when it comes [...]
If you are using steel doctor blades, you are [...]
You spend a lot of time selecting the correct anilox [...]
Switching to polyester containment blades from steel can offer [...]
As a consumables manufacturer introducing new doctor blade technology [...]
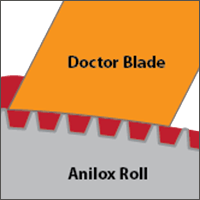
In an enclosed doctor blade chamber system, the job of the [...]
The flexographic ink delivery process has come a long [...]
Testing a new doctor blade in your printing operation [...]
The goal of a sheetfed offset printer, like every [...]
Carbon fiber chamber system by Celmacch The job [...]
Doctor blade chamber leaks are costly in terms of downtime [...]








{kind=link}
{kind=link}