
Doctor Blade Quality through Tight Manufacturing Control
From the moment raw material enters our building, Flexo Concepts® [...]
From the moment raw material enters our building, Flexo Concepts® [...]
Flexo Concepts® wants to be the world’s most innovative [...]
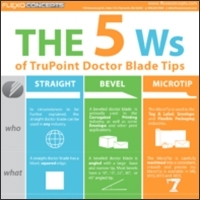
This infographic is a beginner's guide to Doctor Blade [...]
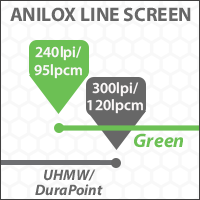
If you are a producer of simple corrugated graphics, [...]
What is TruPoint Green? TruPoint Green is a next [...]
Since the 1960s, corrugated printing requirements have evolved from [...]
UHMW has always been the “standard” doctor blade used [...]
Today, successful sellers act as trusted advisers to their buyers [...]
Anilox roll scoring poses a challenge for many printers, [...]
In today’s competitive marketplace, manufacturers are looking for ways to [...]
We’ve learned a lot from the automakers when it comes [...]
Kevin McLaughlin April was a highlight of our corrugated marketing [...]
You spend a lot of time selecting the correct anilox [...]
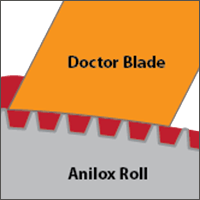
In an enclosed doctor blade chamber system, the job of the [...]
The flexographic ink delivery process has come a long [...]
Testing a new doctor blade in your printing operation [...]







{kind=link}
{kind=link}
{kind=link}