
The Spectrum of Culture: From Employee to Customer
The Cultural Spectrum As printers, or as suppliers to printers, [...]
The Cultural Spectrum As printers, or as suppliers to printers, [...]
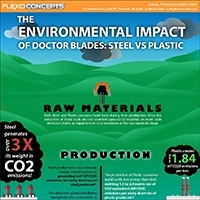
Generally, printers choose plastic or steel doctor blades according [...]
Back to the basics with this doctor blade installation [...]
From the moment raw material enters our building, Flexo Concepts® [...]
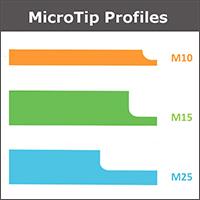
Since Flexo Concepts launched TruPoint Orange® with a MicroTip [...]
Flexo Concepts® wants to be the world’s most innovative [...]
The TeaToaster. An appliance that makes tea and toast? [...]
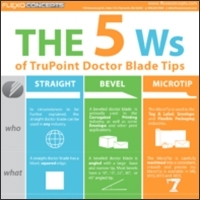
This infographic is a beginner's guide to Doctor Blade [...]
Anyone who uses doctor blades for printing knows the [...]
Today, successful sellers act as trusted advisers to their buyers [...]
Anilox roll scoring poses a challenge for many printers, [...]
In today’s competitive marketplace, manufacturers are looking for ways to [...]
We’ve learned a lot from the automakers when it comes [...]
You spend a lot of time selecting the correct anilox [...]
Switching to polyester containment blades from steel can offer [...]
As a consumables manufacturer introducing new doctor blade technology [...]








{kind=link}
{kind=link}