White inks wear doctor blades faster than any process color station in flexographic printing. The reason comes down to two compounding factors: titanium dioxide (TiO₂), the abrasive pigment responsible for white ink’s opacity, and the high-volume anilox configurations required to achieve adequate coverage. Together, they create the harshest doctor blade environment on the press.
Understanding why white ink is so aggressive helps printers make smarter decisions around blade material, setup, and long-run efficiency, before a mid-run failure forces the decision for them.
What Makes White Ink More Abrasive Than Process Colors?
White ink is harder on doctor blades than process colors because of its pigment: titanium dioxide (TiO₂). Unlike the organic pigments in cyan, magenta, yellow, and black inks, TiO₂ is a mineral compound, dense, insoluble, and physically abrasive. It’s what gives white ink its opacity and brightness. It’s also what shortens blade life.
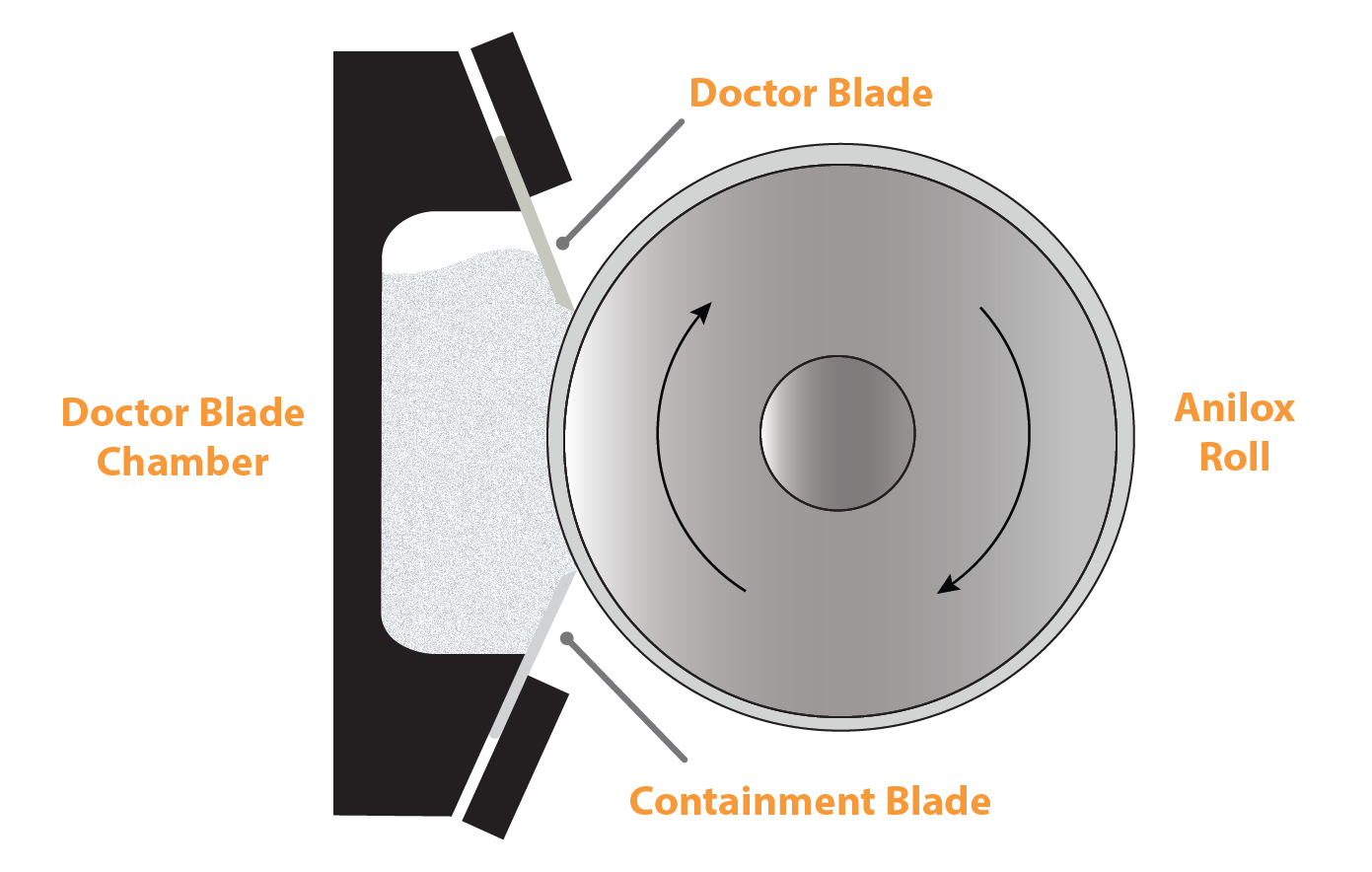
As white ink cycles through the chamber system, TiO₂ particles continuously contact the blade edge on every rotation of the anilox roll. This repeated contact accelerates:
- Blade wear
- Loss of metering consistency
- Increased friction at the anilox surface
- Premature blade failure, especially at higher press speeds
- Process color inks use finer, softer pigment particles that produce far less wear on the blade’s edge.
How High-Volume Anilox Rolls Compound the Problem
Abrasive pigment alone doesn’t fully explain white ink blade wear The anilox configuration required for white ink makes it significantly worse. White ink stations need to lay down a heavier ink film than process colors to achieve adequate opacity on substrate. That requires anilox rolls with higher BCM cell volumes with larger and more open cell geometries.
These configurations increase blade wear because of cell geometry – larger, more open cells create aggressive contact with every turn of the roll. Combined with TiO₂’s abrasive particle load, the blade is experiencing more abrasive particle contact on every impression. The result is a wear rate that can be two to three times higher than a comparable CMYK station, even at identical press speeds.
At higher speeds, the effect compounds further. The anilox roll is moving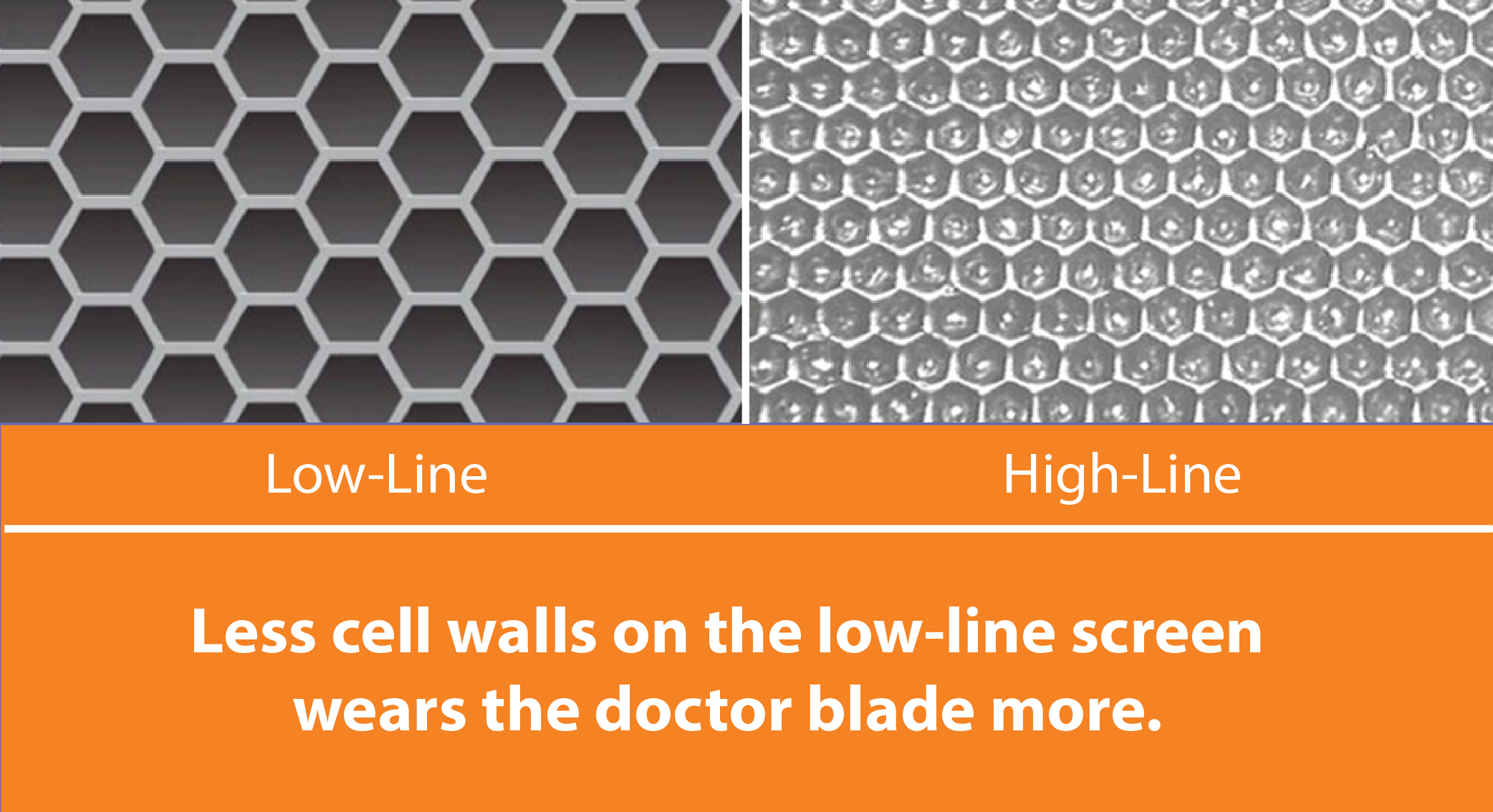 faster, the TiO₂ particles are generating more heat from friction, and the blade edge degrades more quickly as a result.
faster, the TiO₂ particles are generating more heat from friction, and the blade edge degrades more quickly as a result.
Why This Matters for Anilox Protection
A worn or fatigued doctor blade doesn’t just hurt print quality, it puts your anilox rolls at risk. As blade edge integrity degrades, the risk of scoring increases. Anilox replacement is one of the highest-cost events in a pressroom. Treating the white station as a specialized application is, in part, an anilox protection strategy.
The Benefits of a Dedicated White Ink Blade
White ink stations operate under a fundamentally different set of conditions than process color stations. Running them with the same blade specification is one of the most common, and costly mistakes in the flexo pressroom. A blade that performs perfectly at the cyan or black station for days may fail at the white station in hours. That performance gap isn’t a quality issue with the blade, it’s a spec mismatch with the application. A dedicated white ink blade requires additional inventory and training. The results: more uptime, fewer mid-run stops, and better anilox protection.
The differences stack up quickly:
| CMYK Process Station | White Ink Station |
|---|---|
| Lower BCM anilox | Higher BCM anilox |
| Lower viscosity ink | Higher viscosity ink |
| Lighter ink film weight | Heavier ink film weight needed for opacity |
| Soft, organic pigment particles | Hard, mineral TiO₂ pigment particles |
| Standard blade wear rate | 2–3× higher blade wear rate (typical) |
What Premature Blade Failure Actually Costs the Press
When doctor blades in a white ink station fail early, the blade itself is often the cheapest part of the problem. Frequent blade changes at the white station lead to a cascade of pressroom costs:
- Unplanned press downtime for mid-run blade changes
- Startup waste on both sides of the change
- Increased operator time and intervention
- Inconsistent ink metering during the run as the blade edge degrades
- Accelerated anilox wear from a worn blade riding unevenly on the roll surface
In high-speed flexographic environments, even a 15-minute press stop for a blade change represents significant lost production. Multiply that across multiple white stations or multiple shifts, and the total cost of underspecified blades compounds quickly.
The blade is often the smallest line item. The downtime, waste, and anilox risk it causes are not.
What Type of Doctor Blade Works Best for White Ink Applications?
The most effective doctor blades for white ink applications share three characteristics: wear resistance, long-term stiffness, and a tip profile that maintains consistent metering geometry over the full run length.
Modern polymer doctor blades, specifically reinforced and laminated constructions, address each of these requirements more effectively than standard blades in white ink applications:
- Wear-resistant polymer materials stand up to TiO₂ abrasion better than thinner, softer blade materials
- Long-term stiffness maintains consistent blade angle and metering pressure as the run extends
- Precision-finished tip profiles that ensure high-quality, consistent ink metering throughout the run
- Consistent performance at higher speeds, where TiO₂ abrasion is most aggressive

Consider Maintaining A Dedicated Blade Configuration For White Ink
Reinforced materials like TruPoint Edge and laminated constructions like TruPoint PolyLam XL both stand up to TiO₂, both maintain stiffness, and both deliver consistent metering at high speeds. Maintaining a separate blade configuration for white ink stations adds a small amount of inventory complexity. It eliminates the much larger cost of running the wrong blade at the wrong station. Most printers who make the switch find the tradeoff straightforward within the first full production run.
Treating White Ink as a Specialized Application
White ink places unique demands on the flexographic printing process. Between abrasive titanium dioxide pigments and high-volume anilox configurations, doctor blades at white stations are operating under the harshest conditions on the press, not by design, but by necessity.
The printers who experience the fewest white-station blade failures share a common approach: they treat white ink as its own application, with its own blade specification, rather than an extension of the process color setup.
The practical result: fewer press stops, more consistent print quality, and better protection for anilox rolls, which, by a wide margin, are the most expensive consumable on the press.
While it is physically possible to run the same doctor blade specification at both white ink and CMYK process stations, it is not recommended. The operating conditions at white ink stations , abrasive TiO₂ pigment, higher-BCM anilox configurations, heavier ink film weights, and higher viscosity inks , create a wear environment that is fundamentally more demanding than process color stations. A blade that runs reliably for weeks at a cyan or black station may fail within days at the white station under these conditions. Running the same spec across all stations typically means either over-engineering the CMYK stations (adding unnecessary cost) or under-engineering the white station (accepting shortened blade life and more press stops). Most printers find that maintaining a dedicated blade specification for white ink stations reduces total pressroom cost, even accounting for the small increase in blade inventory complexity.
The anilox roll configuration at white ink stations compounds doctor blade wear beyond what TiO₂ abrasion alone would cause. White ink requires heavier ink film weights than process colors to achieve adequate substrate opacity. This means white stations typically run higher-BCM anilox rolls with larger cell volumes and more open geometries. These configurations increase blade wear because of cell geometry: larger, more open cells create more aggressive contact on every rotation. The combination of abrasive pigment, increased blade-to-anilox contact, and often higher viscosity white inks creates a wear environment that is categorically different from process color applications. This is why the anilox roll selection and the doctor blade specification at white stations should be evaluated together, not independently, when troubleshooting blade life or print consistency problems.
The best doctor blades for white ink applications in flexographic printing are reinforced or laminated polymer blades designed for high-fatigue, long-run conditions. The key requirements are wear resistance against titanium dioxide abrasion, long-term stiffness that maintains consistent blade angle and metering pressure throughout the run, and a precision-finished tip profile that reduces anilox scoring risk. Standard blade materials that perform adequately at CMYK process stations often underperform in white ink applications because they lack the structural consistency needed to withstand repeated TiO₂ contact over a long run. TruPoint PolyLam XL is engineered specifically for demanding wide web and narrow web applications, including white ink stations. Its laminated construction resists the stiffness relaxation that causes metering drift in standard blades. Printers who switch to a dedicated blade specification for their white stations typically see longer blade life, fewer press stops, and more consistent print density.
White ink wears doctor blades faster than process colors because of its primary pigment: titanium dioxide (TiO₂). Unlike the organic pigments used in cyan, magenta, yellow, and black inks, TiO₂ is a dense, insoluble mineral compound with significant abrasive properties. As white ink cycles through the chambered doctor blade system, TiO₂ particles repeatedly contact the blade edge on every rotation of the anilox roll. This continuous abrasive contact accelerates edge fatigue, loss of metering consistency, and , at higher press speeds , outright blade failure. Process color inks rely on finer, softer organic pigments that generate far less mechanical wear. The difference in wear rate between a white ink station and a CMYK process station running the same blade specification can be two to three times higher, making white ink one of the most demanding doctor blade applications in flexographic printing.

