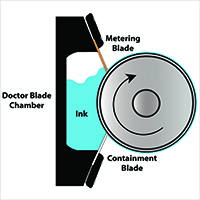
Doctor Blade Chambers Play a Key Role in Print Quality and Pressroom Efficiency
Christine Duggan2024-03-19T11:18:29-04:00After years of being relegated to jobs with low graphics requirements, flexography now rivals other printing methods for quality and efficiency thanks to advances in the ink delivery [...]











{kind=link}